与时俱进,诚赢客户
二十年墙体改梁、危房加固、整体改框架公司
全国服务热线18695965791
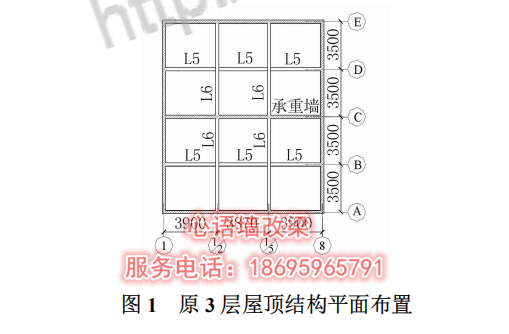
车身侧墙结构是车身钢结构的重要组成部分,其与底架、车体司机室、连接件、顶盖等构成了整体框架承载结构。长13 m的上弦梁,由6 mm厚的Q345内外板组成,每段长度3~4 m,多段拼接在一起,是侧壁的重要组成部分。内外上弦梁的直线度和截面尺寸都有较高的要求,这给结构的设计与制造带来很大困难。内外板弯曲精度要求较高的上弦梁,设计要求全长直线度2 mm,偏角30度,弯曲困难。特别是内板(见图1)为长大件,二次折弯变形较大,制品折弯角及线度极差:折弯角大于1,仅靠手锤调节,制品底部在3500 mm全长50 mm处有4~5 mm的凹陷。而且每一批变形都不一样,甚至达到8毫米。伍家岗区墙改梁,点军区墙改梁,经过双方的协调,要求机车侧墙弦梁内板手工焊接时,线长控制在4 mm以内,实现自动焊接,焊接尺寸达到设计要求。图例1上弦梁内板2手焊变形的原因分析和改进措施针对出现的问题,首先要保证内板的长度直线度控制在4 mm以内,以满足批量交货的要求。2.1造成内部板材加工变形的原因主要有:剪切板,平直板,精加工,坡口加工,弯曲,调节。对于内板出现的变形,应采用一致板厚的坯料进行折弯,以减少不同板厚差对折弯的影响,同时要严格监督折弯过程,保证加工工艺的一致性,但仍会出现产品直线度不一致,小件产品超过4 mm等现象。多次试验结果表明,坡口加工时,夹具夹具会对工件产生压应力,使不同应力状态的板材弯曲后出现不同的变形。消除弯曲前的内应力是降低变形不一致的一项重要措施。改善方法:采用多辊轧制原理,使上下校平辊之间有反复的变形,使板材多次正反弯,消除应力。运用材料的“包辛格效应”,使多个原始曲率逐步转换为单曲率,最终实现了原始曲率的调平。经过整平处理后,板材的平整度明显提高,加工质量也有所提高。因此,在弯曲前增加去应力调平工艺,可有效改善和降低板材内部的应力。内板材加工采用新的工艺流程:剪板、平整机、精整机、坡口机、平整机、弯板机、平整机等。通过以上改进措施后,多批生产的上弦梁内板变形基本一致,仍存在凹凸弯曲,但整体直线度控制在3~4 mm,可满足手工焊接批量交货的要求。自动焊变形原因分析及改进措施自动焊产品在自动焊过程中产生变形的原因一般包括设备精度、模具精度、工件厚度和操作人员的技术水平。

3.1影响变形的主要因素1)设备精度。按照 GB/T1434993 《弯管机精度验收标准》,直线度0.65 mm/m,弯管机凸起状态;可保证弯管机角度30度偏差30分。其原因是:折弯机的折弯力作用于两头油缸,中间受力,受变形阻力的影响,出现一定的变形。它的本质是工件处于中间位置,模下模深不到位,工件呈图2状态。为了减小工件的变形,必须增加垫圈,调整挠度,调整挠度角差,调整凸弯值,见图3。设计长度2 mm的内板,直线度符合设备验收新要求。如果产品符合ISO2768-cl标准,则短边在50~100 mm处折断90条,角度折断30条,所以采用高精度设备是提高产品加工精度的保证。二是影响模具精度。对工件的变形状态进行了分析,发现内板弯曲圆角的直线度呈凹凸不平状态,与挠度引起的凹凸不一致。由于模具中间部位磨损较大,折弯时设备挠度值过高,导致折弯圆角直线度凸起,保证产品折弯角符合要求。随着模具磨损的增大,其设置的挠度值和弯曲值也随之增大。只要弯曲角度符合要求,仍可弯曲圆角